
فِرِزکاری (به انگلیسی: Milling) یکی از رایجترین عملیات پرداخت نهایی و ماشینکاری نهایی روی قطعات تولیدی بهشمار میرود.
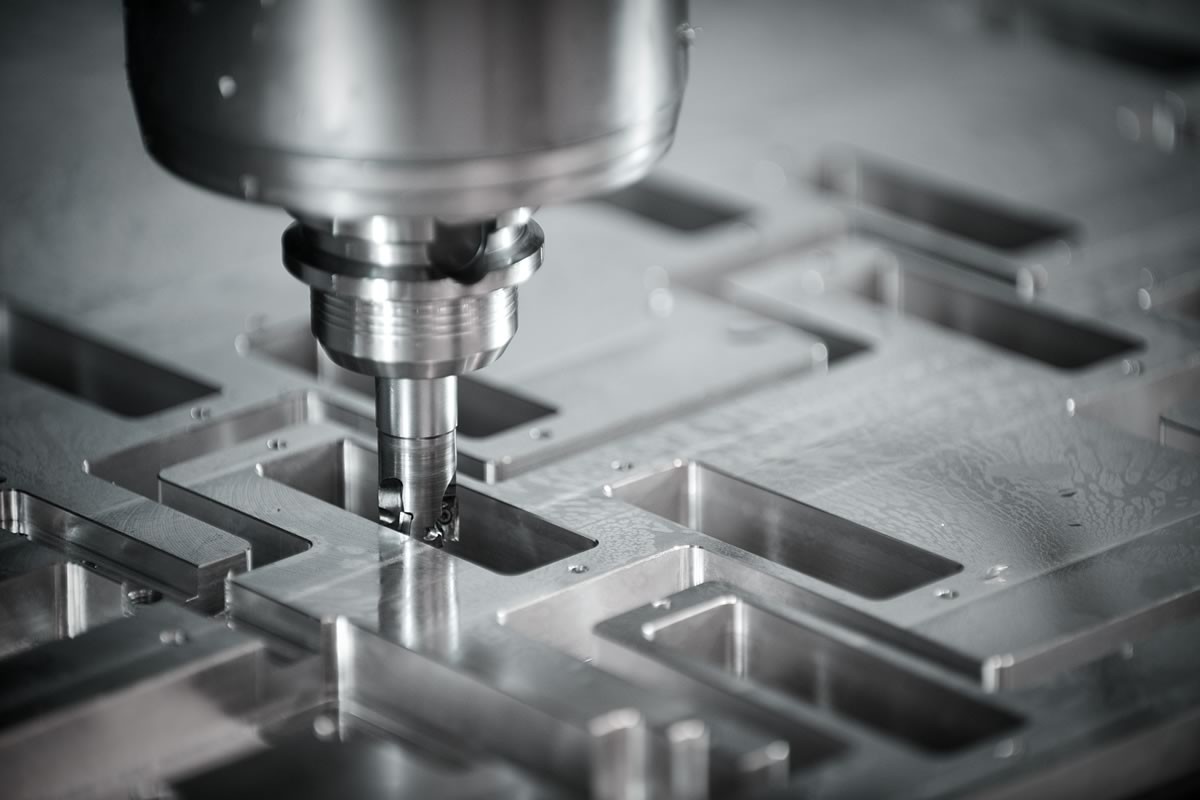
تمامی اجسام و قطعات مورد استفاده بشر از ابتداییترین تا پیشرفتهترین وسایل از جمله خودکار، چکش، و… با روشهایی تولید شدهاند که ممکن است براده بردای انجام شده یا نشده باشد. روشهای تولیدی که براده برداری در آنها صورت میگیرد میتوانند حرکت دورانی یا خطی داشته باشند که ماشین فرز از جمله دستگاهها با حرکت دورانی است. ماشین فرزکاری ابزاری است برای ایجاد شکلهای پیچیده برای قطعههای فلزی یا دیگر مواد جامد از جمله پلاستیک چگال. طرز کار این دستگاه بدین طریق است که ابزار برش چرخیده و از قطعه بار برمیدارد و قطعه خود بر روی میزی قرار گرفته که میتوان آن را حرکت داد.
برای برادهبرداری از قطع کار در فرزکاری از تیغه چند لبهای استفاده میشود که آن را تیغه فرز مینامند. لبههای برنده تیغه فرز فرم گوهای دارند (مانند رنده تراشکاری) که در روی محیط دایرهای قرار گرفتهاند.
در فرزکاری هر یک از لبههای تیغه فرز در حین گردش دورانی خود مدت کوتاهی برادهگیری میکنند و تا نوبت بعدی بدون برادهبرداری آزاد گردش کرده خنک میشوند؛ از این رو تیغه فرزها مانند رنده تراشکاری در اثر برش تحت فشار دائم قرار نمیگیرند، و برادهبرداری با آنها سریعتر انجام میشود.
فِرِزکاری (به انگلیسی: Milling) یکی از رایجترین عملیات پرداخت نهایی و ماشینکاری نهایی روی قطعات تولیدی بهشمار میرود.
تمامی اجسام و قطعات مورد استفاده بشر از ابتداییترین تا پیشرفتهترین وسایل از جمله خودکار، چکش، و… با روشهایی تولید شدهاند که ممکن است براده بردای انجام شده یا نشده باشد. روشهای تولیدی که براده برداری در آنها صورت میگیرد میتوانند حرکت دورانی یا خطی داشته باشند که ماشین فرز از جمله دستگاهها با حرکت دورانی است. ماشین فرزکاری ابزاری است برای ایجاد شکلهای پیچیده برای قطعههای فلزی یا دیگر مواد جامد از جمله پلاستیک چگال. طرز کار این دستگاه بدین طریق است که ابزار برش چرخیده و از قطعه بار برمیدارد و قطعه خود بر روی میزی قرار گرفته که میتوان آن را حرکت داد.
برای برادهبرداری از قطع کار در فرزکاری از تیغه چند لبهای استفاده میشود که آن را تیغه فرز مینامند. لبههای برنده تیغه فرز فرم گوهای دارند (مانند رنده تراشکاری) که در روی محیط دایرهای قرار گرفتهاند.
در فرزکاری هر یک از لبههای تیغه فرز در حین گردش دورانی خود مدت کوتاهی برادهگیری میکنند و تا نوبت بعدی بدون برادهبرداری آزاد گردش کرده خنک میشوند؛ از این رو تیغه فرزها مانند رنده تراشکاری در اثر برش تحت فشار دائم قرار نمیگیرند، و برادهبرداری با آنها سریعتر انجام میشود.
انواع ماشین فرز
ماشینهای فرز بسته به این که محور اصلی تیغه فرز آن افقی یا عمودی باشد به نامهای ماشین فرز افقی یا عمودی نامیده میشود. در ماشین فرز افقی حرکت دورانی ممکن است از یک ترانسمیشن یا از یک موتور و جعبه دنده بگیرد که برای کارهای سری و تک سازی بکار میرود. ماشین فرز عمودی نیز در مواردی که فرم دادن، کف تراشی یا تک سازی بوسیله فرز افقی امکان پذیر نیست استفاده میشوند و سر فرزگیر نیز قابلیت چرخش ۴۵ درجه در دو جهت را دارد. میز این ماشینها نیز دارای سه حرکت طولی و عرضی و عمودی است که با دست یا خوکار عمل میشود. ماشین فرز همهکاره نیز نوع دیگری از این ماشین هاست که با سوارکردن دستگاههای اضافی میتوان آن را به جای ماشین فرز عمودی استفاده کرد. میز این ماشین میتواند ۴۵ درجه به چپ و راست حرکت کند. برای کارهای پیچیده از قبیل پیچ تراشی، جای خار تراشی، دنده تراشی نیز از ماشین فرز ویژه استفاده میشود. از جمله ماشین فرزهای ویژه میتوان به ماشین فرز کپی اشاره کرد که دارای دو محور است و یکی روی مدل قرار گرفته و دیگری از روی مدل قطعه جدیدی را میتراشد.
امروزه استفاده از فرزکاری رزوه در حال افزایش است. پیشرفتهای بهدستآمده در ابزارهای ماشینکاری، فرزکاری رزوه را تبدیل به فرایند سوراخ کاری مهمی در کاربردهای مختلف از قبیل پزشکی، فضایی، دفاعی و صنایع رایانه کردهاست.
تقسیمبندی حرکتهای ماشین فرز
سه حرکت در ماشین فرز صورت میگیرد.
1- حرکت دورانی یا حرکت محور فرز که سبب گردش تیغه فرز میشود.
2- حرکت طولی و عرضی میز توسط دست یا بطور خودکار.
3- حرکت عمود بر محور فرز به سمت بالا یا پایین.
تغییر دور و سرعت پیشروی
بسته به جنس قطعه کار، قطر تیغه فرز و سرعت برش عوض کردن دور ماشین فرز و سرعت پیشروی میز قابل تغییر است. در حالتی که ماشین خاموش باشد با توجه به جدول و اهرمهای موجود در هر ماشین میتوان دور و سرعت پیشروی را کم یا زیاد کرد.
اجزای تشکیل دهندۀ ماشین فرز
دستگاهی که تقسیمات از جمله کشیدن خط یا ایجاد شکاف و غیره توسط آن انجام شود دستگاه تقسیم میگویند که از اجزای زیر تشکیل شدهاست:
1- تنه ثابت که سایر قسمتهای متحرک روی آن سوار شدهاست.
2- محور کار که در یک طرف محور کار چرخ حلزون قرار گرفته و به سر دیگر آن میتوان مرغک، صفحه مرغک و سه نظام برای بستن کار سوار کرد.
3- چرخ حلزون که غالباً ۴۰ دندانه است.
4- حلزون
5- صفحه تقسیم: هر دستگاه تقسیم معمولاً سه عدد صفحه تقسیم داردکه دارای سوراخهائی هستند که در تقسیم قطعه کار نقش اساسی دارند و بعضی مواقع برای راحتی کار دو طرف صفحات را سوراخ دار میسازند.
6- دسته تقسیم: این دسته برای چرخاندن محور حلزون برای بدست آوردن تقسیمات محاسبه شده بکار میرود. این دسته دارای یک شکاف کشوئی و مهره میباشد که بوسیله بازکردن مهره میتوان بازوی دسته را کوتاه یا بلند کرد. هدف از این کار قرار دادن شیطانک در مقابل دایره ای است که تعداد سوراخ مورد نیاز را دارد.
7- موشک (شیطانک): موشک متصل به دسته تقسیم است و برای ثابت نگه داشتن صفحه و مشخص کردن سوراخ مورد لزوم میباشد.
8- پرگار: بر روی محور صفحه تقسیم سوار شده و دو شاخه آنرا هر بار به تعداد سوراخهای مورد نیاز باز میکنند.
9- سوراخ برای نگه داری صفحه تقسیم.
10- پین برای تقسیم مستقیم.
11- صفحه تقسیم برای تقسیمات مستقیم.
12- نوک گیر و صفحه مرغک.
13- قطعه کار.
14- تیغه فرز.
پس از تنظیم دستگاه و رعایت نکات ایمنی میتوان با استفاده از صفحه ای نازک بین قطعه و تیغه فرز میتوان تیغه فرز با قطعه را مماس کرد. سپس براده برداری به روش همراه (فشاری) یا معکوس انجام میشود.
در جهت بار فشاری جهت حرکت پیش روی میز دستگاه (قطعه کار) و دوران تیغه فرز هم جهت باهم میباشد، تیغه فرز اول براده ضخیم و سپس براده نازک را بر میدارد. از این رو ضربههای اولیه شدیدتر است و از طرفی امکان دارد قطعه کار به زیر فرز کشیده شود به احتمال بسیار زیاد دندانههای تیغه فرز خواهد شکست. به همین علت ماشینهایی که برای بار موافق ساخته میشوند باید قوی باشند و به هیچ وجه آزادی در میل هدایت یا مهره آنها پیدا نشود. از جمله مزایای این روش میتوان به صافی سطح بهتر کاهش انرژی مصرفی و توانایی برش کاری قطعات نازک اشاره کرد؛ و از معایب آن عدم توانایی براده بری قطعات دارای سطح سخت کاری شدهاست. در روش براده برداری معکوس جهت بار مخالف گردش تیغه فرز است و براده رفته رفته ضخیم میشود و فشار وارد شده به تیغه افزایش مییابد. این روش جهت پیشروی قطعه کار مخالف جهت دوران تیغه فرز بوده و نیروی برشی سعی در جدا کردن قطعه کار از میز را دارد بنابراین سطح قطعه کار کمی موج دار خواهد شد که از معایب این روش بشمار میآید.
دورهٔ فرزکاری
در دورههای فرزکاری در ایران فرزکار درجه ۲ کسی است که بتواند از عهده انجام امور زیر برآید: فرزکاری، نقشهخوانی، اندازهگیری واندازهگذاری، جوشکاری با قوس الکتریکی، راه اندازی ماشینهای فرز، روتراش، پله تراشی، پیشانی تراشی، گونیا کاری تا دقت ۵٪ میلیمتر، شیارتراشی، شیبتراشی و کنترل آنها تا دقت ۵٪ میلیمتر، چندضلعیکردن قطعات، تراشیدن چرخدندههای ساده میلیمتری، چرخدندههای اختلافی (دیفرانسیل)، تراشیدن دندههای شانهای ساده و کج تراشیدن شیارها و چرخدندههای پیچی، فرزکاری قطعات با دستگاه تقسیم، قوستراشی، انواع خار و جاخار، خطکشی، سوراخکاری و برقوکاری بوسیله ماشین فرز و سرویس نگهداری ماشین آلات مربوطه.
{kind=link}
نوشتن دیدگاه